
Multivitamin Drinks, Collagen Peptide Beverages
Solutions:
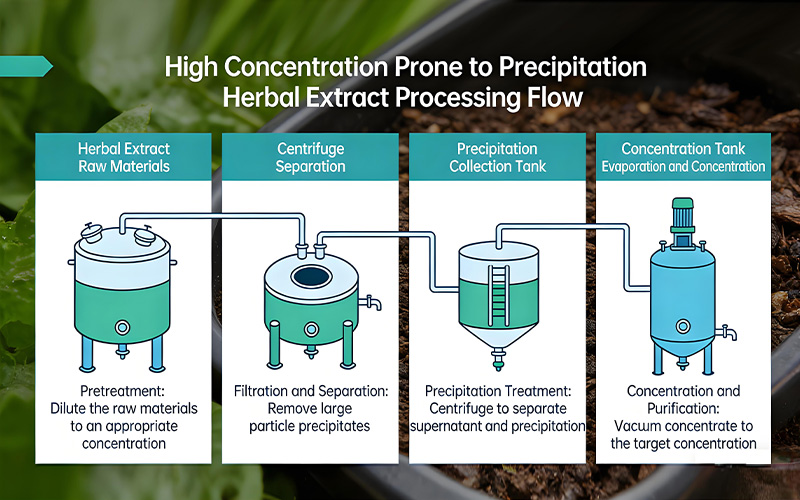
Beverages containing herbal extracts such as Ginseng, Maca, Turmeric, etc.
Solutions:
Handling high-concentration, sedimentation-prone herbal extracts is our specialty. Through optimized rheological design, we ensure stable suspension of the extracts while avoiding an overly viscous texture that compromises mouthfeel. Combined with high-temperature sterilization technology, we guarantee microbial safety without the need for preservatives.

Emphasizing great taste to appeal to children or taste-conscious adults.
Solutions:
We possess strong flavor-masking and flavor-blending capabilities to effectively cover off-notes from ingredients like iron or bitter compounds. We are experts in low-sugar/no-sugar formulations, skillfully using natural sweeteners and flavors to create a refreshing, smooth, and clean-tasting experience without any chemical aftertaste.

Formulations containing Vitamin C, Zinc, Protein Peptides, Probiotics, and various herbal ingredients for overall wellness.
Solution:
To address the challenges of "compatibility" and long-term stability among multiple active ingredients, we apply molecular micro-encapsulation stabilization technology and a multi-layered antioxidant defense system (e.g., combining lipid-soluble and water-soluble natural antioxidants), with nitrogen blanketing throughout the process. Furthermore, to ensure precise dosing and prevent microbial contamination, we implement sterile filling and a rigorous quality control system.




